当前位置:首页>>广州有道有限元>>Pro/E技术
・ 本文介绍了Pro/E钣金设计和展开软件在烟机产品中的应用。
钣金件制作在烟机产品中占很大比重,而且钣金件类型多样,结构复杂,制作过程中一般采用卷制或压弯成形等方法。日前,Pro/E钣金设计和展开软件在我厂得到广泛应用,利用产品设计图通过钣金展开软件生成展开图,可以大大缩短设计→展开→编程的时间,提高生产效率。但在实际使用中也存在一些问题,Pro/E软件原有的展开计算程序方法单一,折弯系数值Y一旦设定加载,整个钣金件就只能以选定的系数来计算。
Pro/E软件展开长度计算公式
L=Yt+(πR)/2
式中L―折弯处钣金展开长度;
R―折弯处的内侧半径;
t―材料厚度;
Y―中性折弯线位置常数。
在进行一些钣金件制作过程中,有时需结合使用不同的钣金折弯设备来完成操作。例如在完成附图所示钣金件制作过程中,先后使用卷板机、数控压弯机、压边机3种加工设备才能完成折弯操作。每一种折弯设备工作的性能特点各不相同,压弯后板材折弯处伸长量也各不相同。如果还按照同一系数Y来计算展开长度,得出的展开长度数据与实际折弯数据就会存在一定偏差,导致压弯后钣金件尺寸不达标。

钣金件制作示意图
本文通过生产实践,对钣金展开计算程序重新优化编程,使软件能同时应用于不同条件下的钣金展开。
1. 钣金成形计算
以下是各种设备使用时的数据,材料为Q235,数据来源于本厂实际测量值。
(1)卷板机主要通过卷制来加工钣金件,适合于加工折弯半径比较大(R/t>40)的钣金件。在此成形条件下,折弯处的展开长度
L=Yt+(πR)/2 (Y=0.79)
(2)数控压弯机主要通过压弯来加工钣金件,适用于R/t≤40钣金件,折弯处的展开长度
L=Yt+(πR)/2 (Y=0.64)
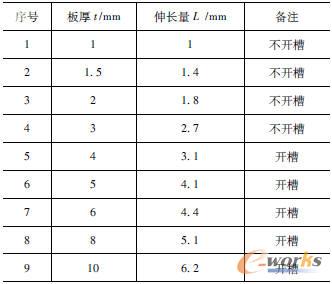
(3)压边机主要用于进行对折弯平操作:对平折弯加工时,因板厚不同,加工的方法各异。对薄板加工,直接进行压边操作;对厚板加工,有时需要在折弯处进行开槽处理,以避免伸长量过大,产生撕裂,如附表所示。
Q235钢板不同条件下折弯平操作情况
综上所述,在不同设备上进行折弯,钣金折弯系数因子Y并不相同。但在Pro/E原有展开长度计算程序中,同一钣金件只能选择一个Y值进行加载计算。这就使在利用不同设备对同一工件进行折弯时,Pro/E的计算伸长量与实际压弯伸长量存在偏差,造成钣金件折弯后尺寸不符合设计要求。为了消除折弯偏差,以前只能在原有的展开图基础上进行人为修正,浪费大量的人力和时间。为提高展开的精度和效率,方便使用,我们对钣金加工按设备使用情况进行分类总结。再根据总结的条件对展开长度计算程序重新设计,来适应实际生产。
2. 程序设置
程序原理:程序根据折弯处的折弯情况进行判断,根据条件首先在数据表格中选取对应的数值,加载到工件上。如果数据表格中没有相对应的数值,则程序自动跳转到计算程序中进行计算,得到计算结果后加载到工件上。根据实际情况,重新设计的展开长计算程序如下:
"! 90°折弯―原料的直线长度(L)"
"!"
"!对于表范围以外的R和T,使用下列值,"
"!"(计算程序)
"FORMULA"
"IF(R/T)>40"
"L=(0.79*T)+(π*R)/2.0"
"ELSE"
"L=L=(0.64 * T)+(π*R)/2.0"
"ENDIF"
"END FORMULA"
"!"
"!该表可用于以下材料"
"START MATERIALS"
"END MATERIALS"
"!"
"TABLE(数据表格)"
"!内侧半径(R)"
"!厚度(T)"R=0 1.50 2.0 3.0 4.0 5.0 6.0 8.0 10.0
1.0 1
1.5 1.4
2.0 1.8
3.0 2.7
4.0 3.1
5.0 4.1
6.0 4.4
8.0 5.1
10.0 6.2
根据折弯内径R与钣金厚度t来确定对应的加工情况。如果R=0(对折弯平),程序根据板厚直接在数据表格中选取对应的折弯数据,加载到工件上。如果R≠0,程序跳转到计算程序中。
在实际应用中可以根据生产情况对数据进行修改和扩充。将生成的折弯表文件存于Pro/E\text\bend_ tables目录下。进行钣金件设计时将文件设置到当前钣金上,再进行钣金件的展平操作,程序将自动按不同的折弯情况计算折弯伸长量。
3. 结语
实践证明,修正后的钣金展开程序计算结果准确,适应性强,节约大量工作时间,提高了工作效率。

